技術解説: 自動車塗装情報 - 4
塗装焼付け乾燥炉の問題提起と対策案
1. 塗装焼付け乾燥炉の問題提起
近年の自動車ボディの軽量化に伴い、熱膨張率の異なる非耐熱樹脂と金属を接着剤で接合する方式の増加が予測される。そのためCFDでボディ各部の温度時刻暦データを熱変形解析ソフトABAQUSへの提供が求められている。
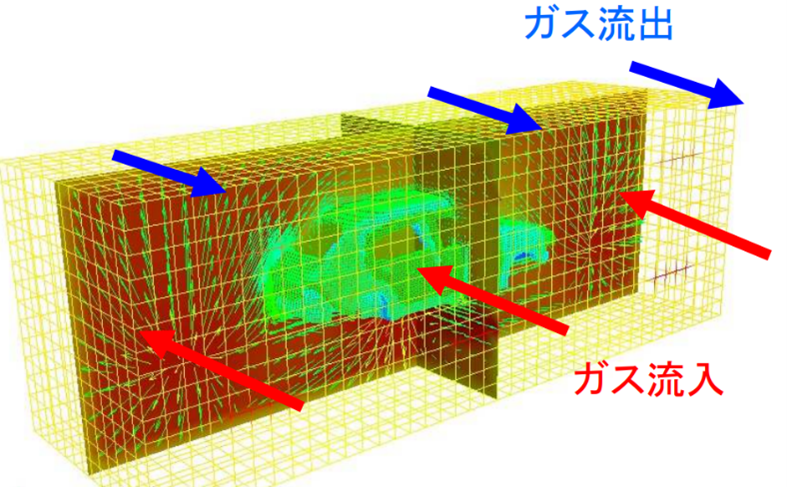
このような中、CFDソフトの解析精度Upや高速化が進んでいるが、その一方、CFDの前提条件の吹出し (ガス流入) 温度一定が、ハード面の焼付け乾燥炉では変動するという問題がある。例えば140℃の炉内温度では戻り (ガス流出) 温度制御になっているため必要熱量の変動によって吹出し (ガス流入) 温度は140~160℃で変動している。
必要熱量÷循環風量 = 吹出し温度差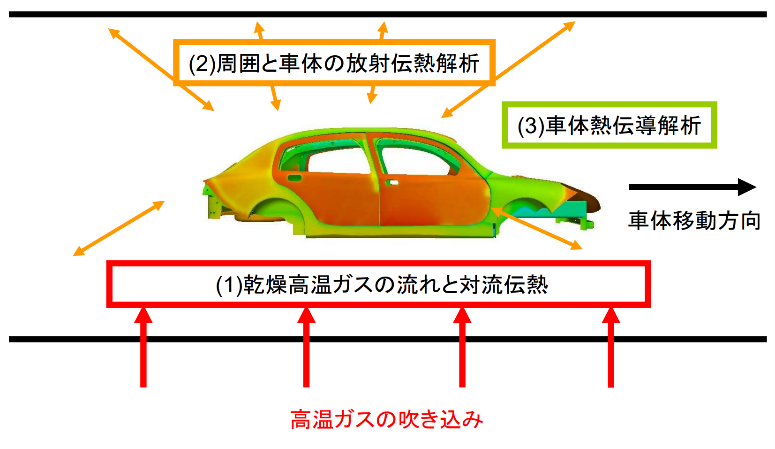
2. CFD有効活用の対策案
吹出し (ガス流入) 温度は140~160℃で変動すると前述したが、循環風量を2倍にすれば吹き出し温度差は1/2になるので140~150℃となる。日系メーカーは投資額、省エネ、ゴミ対策等を考慮しての温度差20℃、ドイツメーカーの仕様は循環風量が2倍で温度差10℃となっているが、CFD結果との整合性を高めるためには次の対策案が望まれる。
- A) 戻り温度制御を送り温度制御に変更
- ボディ車種や搬送条件が変動する中で、吹出し温度制御だと炉内温度が変動するが、変動幅を最少に抑えた上で、送り温度一定を優先すべきと考える。
- B) 必要熱量の低減 (CO2削減にも繋がる)
- 低温焼付け塗料 (100℃) の採用、送り温度一定105~110℃を想定
- ヒートアップ時間の延長
- 炉体表面積の縮小&断熱強化
- 新気取入れ負荷削減など徹底した省エネ
- C) 循環風量アップ
送り温度制御により炉内温度が変動する。吹出し風でその炉内雰囲気を誘引するため厳密に言えば送り温度一定にならないが、その変動は軽微と言える。
従来の炉内温度優先からボディ各部位の温度優先への転換を図るため、上記対策を具体的に数値化した上で、CFDと実測での検証は必要。